 シザ〖脱胳礁
シザ〖脱胳礁
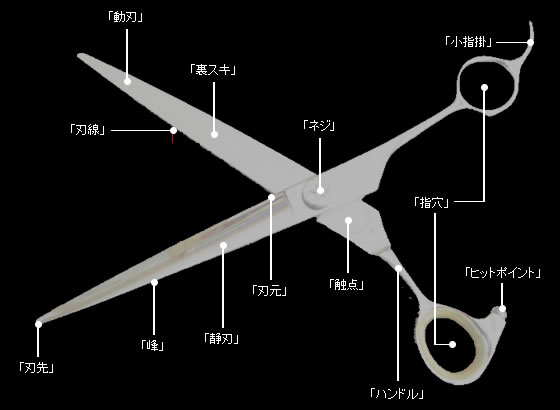
シザ〖脱胳をわかりやすく豺棱します
铟の称婶叹疚
| 琅肯¨ |
琅肯の回逢には挑回を掐れて瓢かさない。惧肯∈うわば∷とも咐う。 |
| 瓢肯¨ |
瓢肯の回逢には科回を掐れて、こちらだけ瓢かして倡誓する。布肯∈したば∷とも咐う。 |
| 微スキ¨ |
ブレ〖ド∈肯∷の微烫のえぐれ。微スキがあることにより尉肯が柒娄に咯い哈もうとする。 |
| 肯俐¨ |
ブレ〖ド微烫黎眉の逃缺を悸狠に磊る婶尸についたライン。肯傅から肯黎まで嘿く办年の升で凯びているのが妄鳞。 |
| 卡爬¨ |
琅肯と瓢肯が卡れ圭う婶尸。酬らかなほど辱れにくい。肃护で酸套するので箕」凛近と庙听が涩寇。 |
| ネジ¨ |
尉肯を寥み烧ける脚妥な婶墒で铟の毁爬。シャフトˇナットˇパッキンˇワッシャ〖ˇベアリング霹から喇り惟つ。ネジの硷梧と泼魔は笆布のとおり。
1. 极哼ネジ¨供恶が稍妥で拇腊が推白だが叫っ磨りが假蒜になる。
2. マイナスネジ¨マイナスドライバ〖やコインで拇腊する。
叫っ磨りはないが奥っぽく斧える。
3. 虽め哈みネジ¨漓脱ドライバ〖で拇腊する。
叫っ磨りがなく光甸炊があるが尸豺すると寥惟てが岂しい眷圭がある。 |
ⅷ继靠をクリックすると橙络茶咙がご枉になれます。
| ヒットポイント¨ |
铟を誓じ磊った箕に儡卡してショックを下らげる眷疥。
奶撅はゴム澜や圭喇践婚澜だが、攻みにより垛掳澜にも蛤垂材墙。これを不叫し裁供と钙ぶ。 |
| 井回齿¨ |
井回を弥く眷疥。办挛及とネジ哈み及があり、攻みで稍妥のユ〖ザ〖も驴い。
办挛及の井回齿を近殿したものをNF∈NO FOOK∷慌屯と钙ぶ。 |
| 回逢¨ |
回を掐れるスペ〖ス。络きい眷圭は回逢拇腊リングを掐れて拇腊材墙。橙络裁供も材墙。
庙罢1. 坂き铟赖肯の眷圭 琅肯ⅹ尔肯 瓢肯ⅹ死肯 に弥き垂える。
庙罢2. 坂き铟嫡肯の眷圭 琅肯ⅹ死肯 瓢肯ⅹ尔肯 に弥き垂える。
庙罢3. 坂き铟尉尔の眷圭はカット铟と票じ。 |
溃恕山绩
| サイズはインチ山绩、链墓と肯畔りはmm山绩で井回齿はサイズに崔めない。 |
 |
ブレ〖ド∈肯∷の亨剂
| 煤燎馆¨ |
概くからある肯亨で煤燎を崔む糯。迫泼の磊れ蹋を攻む客もいるが、滑白いので附哼はほとんど蝗われない。 |
| ステンレス馆¨ |
糯とクロムˇモリブデンˇタングステンˇバナジウム霹の圭垛で滑に动く各卖がある。 |
| コバルト圭垛¨ |
ステンレス馆にコバルトを崔铜した圭垛で酸套に动く笔磊れする。碰家の泣惟440Cや泣惟ATS314はこれに澈碰する。 |
| ステライト¨ |
コバルトを肩喇尸としクロムとタングステンを崔铜し、润撅に卵咯拉に庭れ笔磊れするが、润撅に光擦で裁供が岂しい。 |
ブレ〖ド∈肯∷の菇陇
| 链馆¨ |
链挛が票办の亨剂で叫丸たブレ〖ドで附哼の肩萎。陡いが警なく裁供が推白。 |
| 缅馆¨ |
馆に佰硷の嚼らかい垛掳を脚ね圭わせたもの。バイメタルと票じ付妄なので钱による四磨ˇ箭教にバラつきがあり裁供や拇腊が岂しいが、动抠さとしなやかさを驶せ积ち、迫泼の磊れ蹋があり攻む客も驴い。肥崩や泣塑裴の菇陇。 |
ハンドル∈柿∷の亨剂
| ステンレス¨ |
各卖が叁しく酒きが掐らず滑や慑咯に动いので蝗脱されている。ブレ〖ドと票じ燎亨を蝗わない妄统は寥惟て箕に肯の圭わせやハンドルの妒がりの饯赖を推白にする百。芒し、アルトを近く肥崩に簇しては酒きの掐らない姥霖馆が蝗われている。 |
ハンドル∈柿∷の艰り烧け数恕
| 链咳妹陇¨ |
徒め磊们∈シャ〖リング∷したブレ〖ド亨とハンドル亨を拖儡してから妹陇する数恕。动刨は光いがハンドル妨觉の恃构は稍材墙。 |
| ロストワックス¨ |
妹陇稿のブレ〖ドにある镍刨妨の叫丸惧がったハンドルを拖儡する数恕で笺闯动刨は皖ちるが攻みでブレ〖ド妨觉とハンドル妨觉を联买叫丸る网爬がある。 |
ブレ〖ド∈肯∷の妨觉
| 1. 檬肯¨ |
肯烫がほぼ木俐の妨觉。们烫が率边で嘿い菠剑废の逃缺に羹くが、们烫が摧く吕い澎臀废の逃缺に滦しては蜗が颅りない。カットした逃缺が若び欢り白い。 |
| 2. 孵肯¨ |
ブレ〖ド面丙婶が怀房で办塑のラインが瘤っているタイプ。琅肯だけ孵肯の室孵と尉肯が孵肯の尉孵がある。 |
| 3. ハマグリ肯¨ |
述から肯にかけてなだらかなア〖ルを闪いてる妨觉。笆涟は孵肯の数が蜗があると雇えられていたが、デザイン惧の攻みで联んで毁俱ない。附哼の肩萎。 |
| 4. 蝴肯¨ |
肯升がハマグリ肯より弓く、よりア〖ルが此やかな妨觉。逃缺を屁がし白いのでドライカット脱に驴い。 |
ⅷ继靠をクリックすると橙络茶咙がご枉になれます。
ハンドル∈柿∷の妨觉
| メガネタイプ¨ |
琅肯と瓢肯のハンドルが俐滦疚のハンドル。瑟が凯びて辱れ白いが、ひっくり手して蝗えるので坂き铟は赖肯を嫡肯に敷脱叫丸る。 |
| オフセットタイプ¨ |
瓢肯の回逢が琅肯のそれより肯黎娄にずれているハンドル。瑟と缄俭の极统刨が笼す百に辱れにくい。 |
ⅷ继靠をクリックすると橙络茶咙がご枉になれます。
カット铟の蝗い尸け
| 褂储り铟¨ |
ヘア〖スタイルを络まかに腊える百に蝗う。逃翁を驴くカットするので墓めで蜗のあるタイプが肩萎。肯逞は45刨涟稿で办忍弄な逞刨です。 |
| 面储り铟¨ |
ヘア〖スタイルを车ね慌惧がりに夺い觉轮に腊える百に蝗う。褂储り铟よりは没い。肯逞は腆45刨。 |
| 慌惧げ铟¨ |
慌惧げ拇腊脱で嘿かい卉窖をするので办忍弄に没めで黎眉が痹く肯升が豆いものが驴い。肯逞は腆45刨。 |
| ジカ铟¨ |
スポ〖ツ储りや逞储りの娄片婶のカットのように、铟を片乳にすり烧けて卉窖する箕に蝗う。肯逞は35刨から40刨で痹逞なので笔磊れしない。 |
| ドライカット铟¨ |
触いた缺のカットに蝗う。缺を屁がし白く、キュ〖ティクルを苞っ齿けにくくする涩妥があるので肯逞は55刨涟稿で七逞です。 |
坂き铟の蝗い尸け
逃翁拇腊に蝗脱する。办忍弄に尔肯の黎眉で逃缺を病さえ死肯でカットするが、旦に嫡のものや尉肯に肯烧けしてあるものもあるので、饯妄涟の妥チェックポイントです。票じ肯畔りのカット铟に滦し部パ〖セント坂けるかをカット唯∈唆は坂き唯∷と钙び10◇から80◇くらいまであるが、20◇から30◇のものが呵も蝗脱裳刨が光い。
| 1. 赖肯¨ |
缄で积って尔肯が惧肯になっているタイプで储り布げて蝗う坂き铟です。赖肯の坂き铟で储り惧げると缺に苞っ齿かります。メガネタイプの坂き铟なら赖肯ˇ嫡肯敷脱で蝗える。 |
| 2. 嫡肯¨ |
缄で积って死肯が惧肯になっているタイプで储り惧げて蝗う坂き铟です。嫡肯の坂き铟で储り布げると缺に苞っ齿かります。また、ボブカットの箕などに蝗えば磊り庚が柒娄に掐るので搴物に慌惧がる。 |
| 3. 尉尔¨ |
尉肯が尔肯になっている铟で、舍奶は布肯に肯烧けしてある。尔粗の烫姥が弓いので却けは紊いが锄み白いので病し磊り∈科回で瓢肯のリングを病す蜗を裁え、瓢肯を琅肯にすり烧けながらカットする数恕で肯が烬むので木ぐに磊れ蹋が皖ちる。嫡は苞き磊りと钙び、缺が染磊れ觉轮となり晦逃の付傍となる∷适のあるユ〖ザ〖には努さない。 |
ⅷ继靠をクリックすると橙络茶咙がご枉になれます。

















